


 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言



图文介绍
产品参数
供应商信息

销售电话:陈经理 133-8215-0072
SMG系列数控球面磨床是一种新型的数控球面磨床,底座采用T型结构,立柱采用框型结构,具有高强度、高刚性的特点。机床的磨头安装在主轴上,工件在一次装夹后可以自动连续地完成表面磨削加工。特别适用于中、小型球面零件的加工,广泛应用于球阀的磨削。
 球阀阀体
球阀阀体
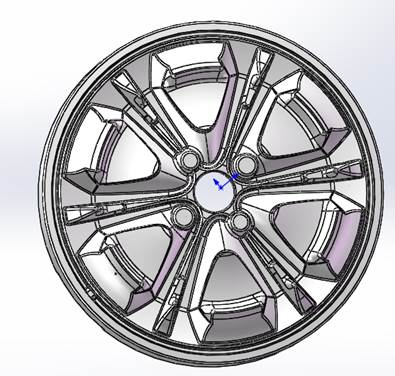
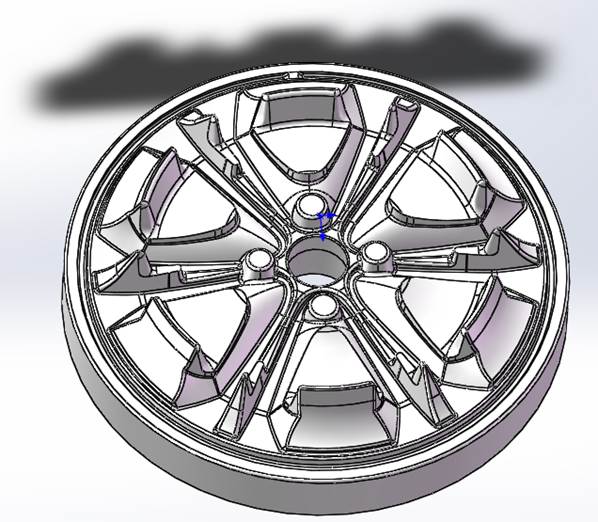
轮毂模具加工
收缩

轮胎模
收缩



链轨节
收缩



油缸主体
收缩



支重轮
收缩



差速器壳体
收缩



液晶显示器外壳加工
收缩



笔记本电脑外壳加工
收缩



手机外壳加工
收缩
电路板加工
收缩
收缩



加工贸易形式来料加工
打样周期1-3天
加工周期1-3天
年最大加工能力3000
年剩余加工能力2800
纽威数控装备(苏州)有限公司
- 公司类型私营股份有限公司
- 经营模式生产加工-私营股份有限公司
- 联系人陈经理
- 联系手机13382150072
- 联系固话133-82150072
- 公司地址江苏省 苏州市 中国江苏省苏州市高新区科技城浔阳江路69号
主营业务
江苏立式加工中心厂家 纽威数控 纽威数控电话
纽威数控装备(苏州)有限公司座落在苏州高新区,占地面积20万平方米,投资1.5亿美元,包括恒温综合性生产车间、试验中心、机加工车间、热处理车间、标准产品装配车间、物流中心等。
主要产品:数控车床,立式加工中心卧式加工中心,数控落地铣镗床,龙门镗铣加工中心。
公司引进欧美国家的龙门五面体、坐标镗、高精度卧加、高精度万能磨床、导轨磨等作为工作母机,并配备三坐标、激光干涉仪、动平衡仪、主轴温升试验台等检测试验设备。
公司采用先进的ERP管理系统,致力于追求产品的零缺陷,为客户提供高质量的数控装备。
同类产品
-
 护栏爬梯桁架爬梯支架机械零部件船舶舾装件焊接加工框架焊接件 ¥15.00
护栏爬梯桁架爬梯支架机械零部件船舶舾装件焊接加工框架焊接件 ¥15.00 -
 偏航制动叶轮刹车盘嵌体 高精密机械零件厂家 精密机械配件加工 ¥5000.00
偏航制动叶轮刹车盘嵌体 高精密机械零件厂家 精密机械配件加工 ¥5000.00 -
 雷沃收割机皮带 ¥1.00
雷沃收割机皮带 ¥1.00 -
 江苏厂家大型焊接结构件风力发电机备件售后服务定转子支架定制 ¥500.00
江苏厂家大型焊接结构件风力发电机备件售后服务定转子支架定制 ¥500.00 -
 精密铸造磨浇口专用砂带机抛光机磨光机 ¥6500.00
精密铸造磨浇口专用砂带机抛光机磨光机 ¥6500.00 -
 无锡激光切割加工 激光穿孔 激光切管 ¥1.00
无锡激光切割加工 激光穿孔 激光切管 ¥1.00 -
 附近哪里有便宜点的线切割加工厂 ¥1.00
附近哪里有便宜点的线切割加工厂 ¥1.00 -
 碳纤维包角 碳纤维角钢 L型材 环宇碳纤维制品 ¥70.00
碳纤维包角 碳纤维角钢 L型材 环宇碳纤维制品 ¥70.00 -
 大连机加工-铆焊加工-铆焊件-机械零部件加工 ¥1000.00
大连机加工-铆焊加工-铆焊件-机械零部件加工 ¥1000.00 -
 大连机械加工厂-大连铆焊件 ¥1000.00
大连机械加工厂-大连铆焊件 ¥1000.00 -
 碳纤维异形管 碳纤维制品 碳纤维机械配件 ¥100.00
碳纤维异形管 碳纤维制品 碳纤维机械配件 ¥100.00 -
 碳纤维配件 碳纤维异型材 机械部件 环宇加工定制 ¥100.00
碳纤维配件 碳纤维异型材 机械部件 环宇加工定制 ¥100.00 -
 碳纤维实心棒 厂家批发拉挤高碳纤维棒 模型机械用 ¥100.00
碳纤维实心棒 厂家批发拉挤高碳纤维棒 模型机械用 ¥100.00 -
 碳纤维零部件厂商 碳纤维模压制品 碳纤维部件定制 ¥100.00
碳纤维零部件厂商 碳纤维模压制品 碳纤维部件定制 ¥100.00 -
 供应3k碳纤维棒 纤维棒机械电子配件 高强度 ¥100.00
供应3k碳纤维棒 纤维棒机械电子配件 高强度 ¥100.00



