





 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言接机的种类很多,有单点单功能、单点双功能、单点多功能(此种焊机也只有一个焊头,变换定位板的形式后可作90角至180角之间任意角度的焊接)。还有两点、三点、四点乃至六点焊机及四角焊机等。不同种类的焊接机所具有的焊接功能和工作效能也不同。

对焊机也称为电流焊机或电阻碰焊机。利用两工件接触面之间的电阻,瞬间通过低电压大电流,使两个互相对接的金属的接触面瞬间发热至融化并融合。

设备用途:
金属带材焊接机可用于带钢焊管生产线、连续冲压生产线以及其它带材生产线。能完成带材的剪切焊接工作、可以焊接的带材包括:不锈钢、碳钢、镀锌带、铜、铝等材料。
设备特点~
1. 采用先进的剪切工艺,剪口平整无毛刺~
2. 以压缩气体为动力,工作方便,快捷、可靠~
3. 板材夹紧,剪切对中由脚踏开关控制动作~
4. 采用钨极TIG焊接,焊缝平整凸起小,无需打磨,焊后带材强度高,减小了带材牵引因 故障引起的冲击力,焊缝质量好,焊接全程自动运作。
使用
1、对焊焊接工艺 根据对焊机的工作原理,对焊工艺可分为电阻对焊和闪光对焊两种:
电阻对焊 电阻对焊是将钢筋的端接头加热到塑性状态后切断电源,再加热达到塑性连接。这种焊接工艺容易在接头部位产生氧化和夹渣,并要求钢筋的断面要光洁平整,同时焊接时耗电很大,要求焊机功率大,因而很少采用。
闪光对焊 闪光对焊是指在焊接过程中,从钢筋端接头处喷出熔化的金属微粒,呈现火花(即闪光)。在熔化金属喷出的同时,也将氧化物及夹渣带出,使对焊接头质量好,因而被广泛应用,尤其对低碳钢和低合金钢的对接,更为适用。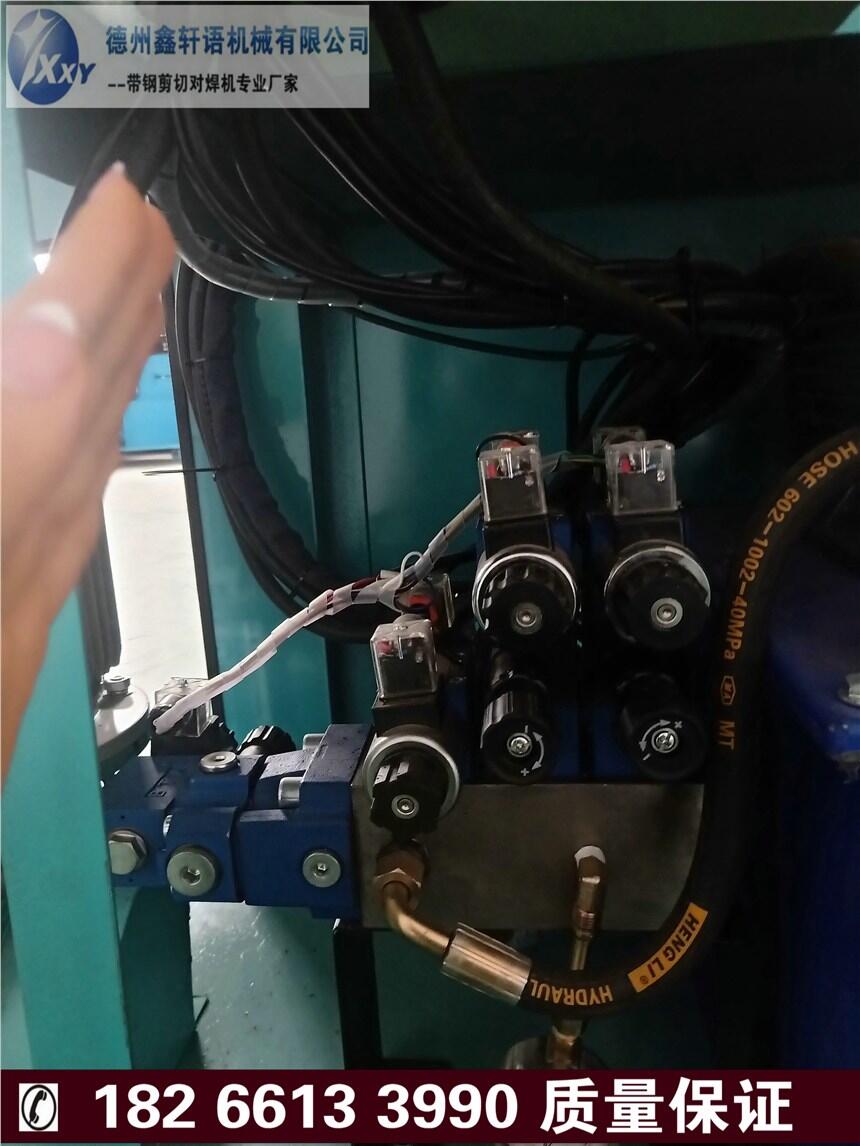
2、使用方法 使用对焊机应注意下列事项:
调整两钳口间的距离。旋动调节螺钉使操纵杆位于左极限时钳口间距应为两焊件总伸出长度和挤压量之差。当操纵杆处于右极限时,钳口间距离应为两焊件总伸出长度再加上2~3mm,此焊接前原始位置。
调整短路限位开关,使其在焊接结束(到达预定挤压量)时,能自动切断电源。
按焊件形状,调整钳口并使两钳口位于同一水平,然后夹紧焊件。
为防止焊件的瞬时过热,试焊时要逐次增加调节级数,选用适当次级电压。在闪光对焊时,宜用较高的次级电压。
为避免部件在焊接时发生过热现象,必须打开冷却水阀通水后方可施焊。为了便于检查,焊机左侧前方设有一漏斗,可直接观察水流情况,以便检查焊机内部有无冷却水流过。
3、钢筋对焊机的操作要点
对焊机操作人员必须经过专业培训,熟悉对焊机构造、性能、操作规程,并掌握工艺参数选择、质量检查规范等知识。
操作前应检查焊机各机构是否灵敏可靠,电气系统是否安全,冷却水泵系统有无漏水现象,各润滑部位是否注油良好等。
严禁对焊超过规定直径的钢筋,主筋对焊必须先焊后冷拉。为确保焊接质量,在感觉端头约150mm范围内,要进行清污、除锈及矫正等工作。
操作人员作业时,必须带好有色防护眼镜及帽子等,以免弧光刺激眼睛和熔化的金属灼伤皮肤。
对焊机应停放在清洁干燥和通风的地方,现场使用的对焊机应设有防雨、防潮、防晒的机棚,并备有消防器具,施焊范围内不可堆放易燃物。

对焊后外观检查,钢筋接头应适当镦粗,表面没有裂纹和明显烧伤。接头轴线曲轴不大于6°,偏移不大于钢筋直径的1/10,并不得大于2mm。
作业后要清理好场地,消灭火种,冬季还要压缩空气吹净冷却管路中存水,切断电源。
- 公司类型个体工商户
- 经营模式生产加工-个体工商户
- 联系人赵经理
- 联系手机15206912121
- 联系固话0534-5916988
- 公司地址山东省德州市宁津县时集镇赵庄52号

















