





 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言


随着我国工业飞速发展,对机械零件的性能要求越来越高。为了提高机械零件的耐磨性,延长其使用寿命,很多结构钢零件常常采用淬火处理。但淬火后的零件强度和硬度较高,塑性较差,这就给切削加工带来了难题。
刀具性能的优劣对切削加工的效率和加工精度至关重要。提高刀具性能一直是机械制造领域不断探索和研究的课题之一。本文主要介绍了淬硬钢的加工特点及如何选择正确的刀具材料加工淬硬钢。
一、淬硬钢的定义及加工特点
淬硬钢是指钢件经过热处理后获得马氏体组织,其硬度(大于HRC50) 高,强度也高,几乎没有塑性的一类钢件。
淬硬钢的切削加工特点:(1)硬度高、强度高,塑性接近0;(2)切削力大、切削温度高;(3)不易产生积屑瘤;(4)导热系数低。
由于淬硬钢具有良好的使用性能,广泛应用于交通行业,风电行业,机床行业,模具行业等领域,典型零部件有齿轮,齿轮轴,轴承,滚珠丝杠,同步器,模具等。
二、淬硬钢的热处理工艺
经过热处理之后,工件的硬度一般在HRC45以上,有的甚至达到HRC60以上,不同的工件,工作性质不同,故热处理后的硬度也不同,如汽车变速箱齿轮热处理后的硬度一般在HRC58-63之间,回转支承轴承热处理后的硬度在HRC47-55之间,滚珠丝杠热处理后的硬度一般在HRC60-62之间。
三、超硬刀具加工淬硬钢的刀具牌号及切削参数
(1)超硬刀具加工齿轮钢的刀具牌号及切削参数
在加工齿轮钢时常出现两种工况:连续切削和断续切削,针对两种工况研制出不同牌号刀具,加工方案如下:
连续切削:选择耐磨性好牌号牌号(如下图),属于焊接式立方氮化硼刀具,吃刀深度控制在0.3mm以内。切削参数:ap≤1mm,Fr=0.05-0.35mm/r,Vc=60-250m/min。
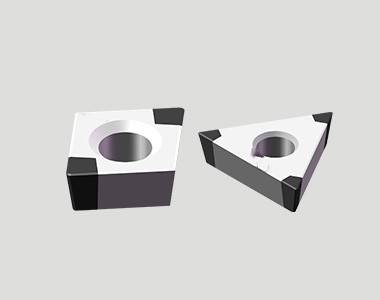
断续切削:选择抗震性好刀具牌号(刀片图样),属于焊接式立方氮化硼刀具,耐磨损性和耐崩损性强,吃刀深度控制在0.3mm以内。切削参数:ap≤1mm,Fr=0.05-0.35mm/r,Vc=60-250m/min。
还有一种断续切削属于大余量车削,由于大型工件热处理后的变形量大,加工余量≥2mm,并且属于强断续切削,此类情况选择华晨整体cbn刀具,此牌号属于整体式立方氮化硼刀具,吃刀深度无上限,可吃满整个刀片。

CBN刀具的加工材质
(1)高硬度铸铁
如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。针对高硬度铸铁常用2800材质,优势显著。
(2)高硬度钢件(硬度HRC45以上)
如高锰钢、高速钢、淬火钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。
(3)普通灰铸铁(HT150/200/250/300等)
如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。
(4)其他难加工材料
如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。

- 公司类型私营有限责任公司
- 经营模式生产加工-私营有限责任公司
- 联系人徐建超
- 联系手机18239972783
- 联系固话0371-56788080
- 公司地址郑州市高新区大学科技园研发五号楼
-
 安徽倒角EIRX原装进口性能稳定 ¥215.00
安徽倒角EIRX原装进口性能稳定 ¥215.00 -
 黑龙江背向沉孔EIRX正品包装安装说明 ¥215.00
黑龙江背向沉孔EIRX正品包装安装说明 ¥215.00 -
 贵州反沉孔EIRX原装进口技术参数 ¥215.00
贵州反沉孔EIRX原装进口技术参数 ¥215.00 -
 西藏反刮刀EIRX原装进口安装说明 ¥215.00
西藏反刮刀EIRX原装进口安装说明 ¥215.00 -
 甘肃反刮刀EIRX原装进口技术参数 ¥215.00
甘肃反刮刀EIRX原装进口技术参数 ¥215.00 -
北京反沉孔刀EIRX正品包装技术参数 ¥215.00
-
 国外反刮刀EIRX原装进口安装说明 ¥215.00
国外反刮刀EIRX原装进口安装说明 ¥215.00 -
内蒙古背孔刀EIRX正品包装品质优秀 ¥215.00
-
香港背向沉孔EIRX正品包装性能稳定 ¥215.00
-
内蒙古沉孔刀EIRX原装进口技术参数 ¥215.00
-
 广西背孔刀EIRX正品包装性能稳定 ¥215.00
广西背孔刀EIRX正品包装性能稳定 ¥215.00 -
云南去毛刺EIRX原装进口品质优秀 ¥215.00
-
内蒙古反向沉孔EIRX批发技术参数 ¥215.00
-
福建反沉孔EIRX批发技术参数 ¥215.00
-
天津背向沉孔EIRX正品包装性能稳定 ¥215.00



