




 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言




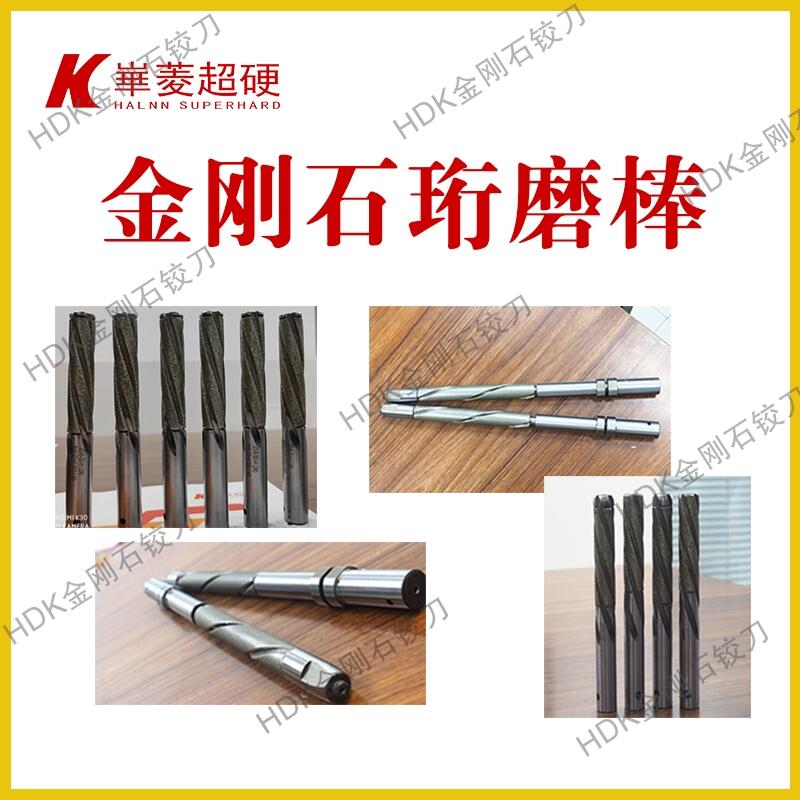
非标订制高精度金刚石珩铰刀,单冲程珩磨工具
电镀金刚石铰刀、铰珩刀由铰珩杆、磨粒套、调节螺母组成。铰珩杆前端设计有外螺纹,刀杆中间部分为外锥面,锥面部位表面电镀有金刚石磨料,起到与铰珩套内锥面附着力的作用,铰珩刀杆后端直柄部分与机床主轴或浮动连接头连接。铰珩套有一条通槽开口,内孔为内锥面与刀杆的外锥面配合,珩磨套上根据需要电镀有不同粒度的金刚石颗粒,刀套上并设有若干个螺旋型槽,起到排屑的作用;刀套安装在铰珩杆上,调节螺母安装在刀杆前端外螺纹上,通过前端的调节螺母推动刀套向锥面大端移动,从而使刀套涨开加工工件。
根据加工材质、硬度,磨粒套采用金刚石(DIA),经电镀、精密修整而成。金刚石铰刀加工效率高、精度高,表面光洁度好等特点。金刚石铰刀通常采用较低的切削速度,可避免产生积屑,可获得较高的孔精度。
我司金刚石铰刀、铰珩刀可以用于美国SUNNEN善能, ENGIS英格斯及国产立式顺序珩磨机上。
孔径范围:铰珩刀直径范围4mm ~ 70mm. 珩磨材质:可加工铸件、钢件、淬硬件、铜铝件、陶瓷件等各种材料。
金刚石铰刀常用的加工余量:
通孔加工余量为0.02~0.035mm;其中第一把铰刀加工余量0.01~0.02mm;第二把铰刀加工余量0.005~0.01mm;第三把铰刀加工余量0.003~0.005mm。
盲孔加工余量为0.01~0.03mm:其中第一把加工余量为0.01~0.015mm;第二把加工余量0.005~0.01mm;第三把加工余量0.003~0.005mm。
阶梯孔加工余量为0.01~0.02mm:其中,第一把铰刀加工余量0.005~0.01mm;第二把加工余量0.003~0.007mm;第三把加工余量0.002~0.004mm。 如果前道工序是用刚性镗铰和珩磨时,只需两把金刚铰刀加工即可;如果前道工序加工的精度和粗糙度较差时,可能还要用第四把铰刀。经验证明,最后一把金刚石铰刀的加工余量在0.005mm以内为好。
应用领域
典型应用领域有汽车零部件,发动机连杆、挺杆、增压器壳体、活塞、冰箱压缩机零部件、液压阀套、马达定子等。
- 公司类型私营有限责任公司
- 经营模式生产加工-私营有限责任公司
- 联系人李安
- 联系手机15617726385
- 联系固话-
- 公司地址
-
 定制滑轨行业用电镀金刚石修整滚轮 精度高修整工艺简单 ¥3600.00
定制滑轨行业用电镀金刚石修整滚轮 精度高修整工艺简单 ¥3600.00 -
 LITD金刚滚轮、litd金刚石工具显微镜 ¥2000.00
LITD金刚滚轮、litd金刚石工具显微镜 ¥2000.00 -
 方头金刚石修整笔F100# 厂家现货 ¥183.00
方头金刚石修整笔F100# 厂家现货 ¥183.00 -
 多点式金刚石结合修刀笔厂家 ¥183.00
多点式金刚石结合修刀笔厂家 ¥183.00 -
 方头金刚石修整笔80#-多点式金刚石结合修刀笔 ¥183.00
方头金刚石修整笔80#-多点式金刚石结合修刀笔 ¥183.00 -
 德国金刚石工具DR.KASER凯撒金刚石滚轮专业精准 ¥300.00
德国金刚石工具DR.KASER凯撒金刚石滚轮专业精准 ¥300.00 -
非标订制高精度金刚石珩铰刀,单冲程珩磨工具 ¥88.88
-
 德国Dr.Kaiser(凯撒)金刚石工具NC58-CG-120-R1-W85-35-47-TK/2 ¥10.00
德国Dr.Kaiser(凯撒)金刚石工具NC58-CG-120-R1-W85-35-47-TK/2 ¥10.00 -
 德国凯撒Dr.Kaiser机床附件金刚石滚轮NC20-G-123,3-R1,5-W30-40-8 ¥10.00
德国凯撒Dr.Kaiser机床附件金刚石滚轮NC20-G-123,3-R1,5-W30-40-8 ¥10.00 -
 轴承用金刚石修整器——天然金刚石修正滚轮 ¥88.88
轴承用金刚石修整器——天然金刚石修正滚轮 ¥88.88



