






 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言

热线:136-5189-7189欢迎交流学习
|
公司名称: |
オークマ株式会社 大隈公司(OKUMA Corporation) |
|
所 在 地: |
日本国愛知県丹羽郡大口町下小口5-25-1 |
|
邮 编: |
480-0193 |
|
传 真: |
0081-587-95-6074 |
|
电 话: |
0081-587-95-7825 |
|
创业日期: |
1898年1月 |
|
注册资本: |
180亿日元(2008年3月) |
|
法人代表: |
花木義麿 |
|
年销售额: |
1,540亿日元(2017年度) |
|
职工人数: |
2018年3月为2,229人(日本总公司),3,495人(包括国外子公司) |
|
工厂面积: |
占地面积:60.7万平方米,建筑面积:28.6万平方米(2018年3月) |
|
主要产品: |
数控机床,包括数控车床、加工中心、数控磨床。数控装置,工厂自动化产品,伺服电机等的制造和销售。 |
|
国外主要据点: |
美国、德国、澳大利亚、泰国、中国、中国台湾、韩国、奥地利、俄罗斯、新加坡、印度尼西亚、印度、新西兰、巴西等。 |
|
产品特点: |
日本及世界三大数控机床制造厂之一,至今已有120年历史,以生产通用数控车床和加工中心为主,并自行开发生产OSP数控装置,产品以刚性好、效率高、精度稳定、寿命长、操作方便而著称。 |
优秀的基本结构是机床刚性的保证
适应重切削的龙门式结构
方形立柱的龙门结构,对上下左右、以及扭曲等的负荷具有足够的刚性、耐强力切削,能够确保高精度。

精度寿命长的横梁升降导轨面
横梁升降导轨面可确保足够的长度,无爬行运动可确保精度寿命长的结构

同时实现高速度与高精度加工的主轴头(滑鞍导轨面)
主轴头向导是宽幅的高刚性矩形断面形状。并且,通过横梁上的辊由自重平衡装置支撑。由此可以获得高速高精度的运动与高质量的加工面。

快速且准确地完成定位
工作台导轨为滚动导向方式
工作台和工件的重量全部由淬火磨削而成的导轨面上的滚柱轴承支撑,不怕负重不受工件重量变化的影响,可实现轻快流畅的动作及准确的定位。
在工作台中间铺设了驱动部(滚珠丝杠)与窄导轨,可长时间保持稳定良好的直线运动。

高效率、大范围复合加工如您所愿
丰富的主轴头
通过更换阵容丰富的主轴头,即可实现所有形状的所有加工。
不但可以更换刀具(ATC),通过自动装卸主轴头(AAC),还可以实现处理多种工序的自动运转,大大提高生产性。

高速NC-ATC装置
刀库的刀具通过1条更换臂即可自动更换至纵、横两轴。另外,可以在本机加工过程中从刀库搬运到下一刀具待机位置,并在任意位置更换刀具,因此刀具更换时间最短。
不仅立头和90°头,而且对于30°头、万向分度头(BC轴)ATC也可对应。

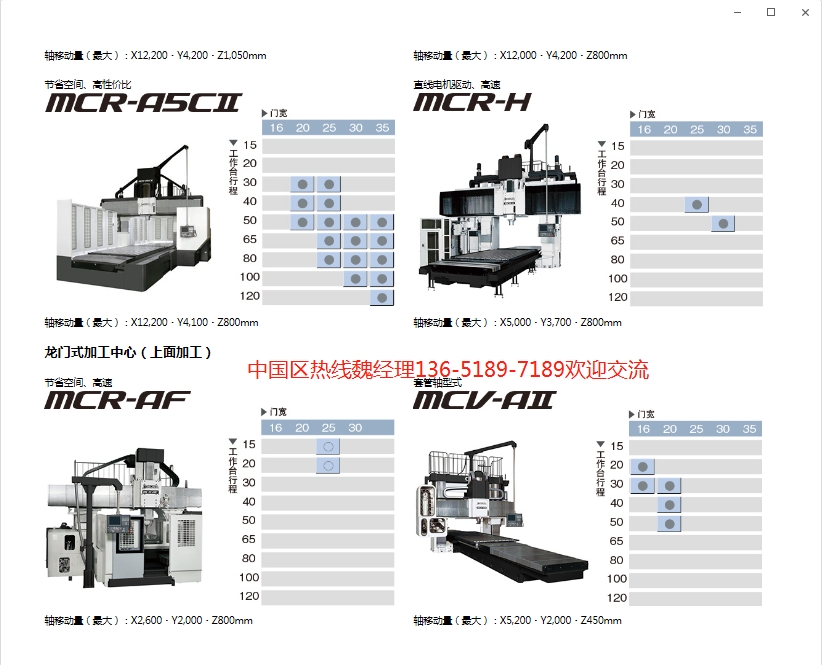
产品阵容
5面加工龙门式加工中心






机床规格
MCR-C/MCR-BⅢ/MCR-A5CⅡ
|
|
|
MCR-C | MCR-BⅢ※9 | MCR-A5CⅡ |
|
|---|---|---|---|---|---|
| 移动量 | X轴移动量(工作台前后) | mm | 4,200~12,200 | 3,000~12,000 | 3,200~12,200 |
| Y軸移动量(主轴头左右) | mm | 3,200~4,200 | 2,700~4,200 | 2,600~4,100 | |
| Z軸移动量(滑枕上下) | mm | 1,050[1,250] | 800[1,000] | 800 | |
| W轴移动量(横梁升降) | mm | 1,000、1,200 | 700~1,300 | 800~1,200 | |
| 有效门宽 | mm | 2,650~3,650 | 2,050~3,550 | 2,150~3,650 | |
|
工作台表面至 主轴端的距离 |
mm |
1,650~1,850 [1,550~1,750] ※1 |
1,350~1,850 [1,250~1,750] ※1 |
1,450~1,850 [1,350~1,750] ※1 |
|
| 工作台 | 工作台作业面的大小 | mm | 2,000×4,000~3,000×12,000 | 1,500×2,800~3,000×11,800 | 1,500×3,000~3,000×12,000 |
| 工作台的承载重量 | kg | 22,000~66,000 | 12,000~72,600 | 12,000~66,000 | |
|
工作台上面的形状 [T槽宽度×根数(间隔)] |
mm |
24H7×11、13、15 (中央部位200) |
24H7×9~15 (中央部位200) |
24H7×11、13、15 (中央部位140、200) |
|
| 距机床下面的高度 | mm | 850~950 | 800~950 | 850~950 | |
| 进给速度 | 快速进给速度 | m/min |
X・Y:24、Z:15 (X・Y:24※2、Z:15)※3 (X:20、Y:24※2、Z:15)※4 |
X:15、Y:20※10、Z:15 |
X:30、Y:32、Z:20 (X:30、Y:32※2、Z:20)※20 (X:20、Y:32※2、Z:20)※21 (X:30、Y:30※2、Z:20)※22 (X:20、Y:30※2、Z:20)※23 |
| 切削进给速度 | mm/min | 1~10,000 | 1~10,000 | 1~10,000 | |
| W轴进给速度(横梁升降) | mm/min | 3,000 | 3,000 | 3,000 | |
| 自动刀具更换装置 | 刀柄型式 |
|
MAS BT50 | MAS BT50 | MAS BT50 |
| 拉钉型式 |
|
MAS 2 | MAS 2 | MAS 2 | |
| 刀具容纳把数 | 把 |
50 [80、100、120、180] |
32※11 [50、72、100、120、180] |
50 [80、100、120、180] |
|
| 刀具直径 | mm |
有邻接刀具:ø135 无邻接刀具:ø264 |
有邻接刀具:ø135 无邻接刀具:ø230 |
有邻接刀具:ø135 无邻接刀具:ø230 |
|
| 刀具长度 | mm | 600 | 400 | 400 | |
| 刀具重量 | kg | 25 | 25 | 25 | |
| 刀具选择方式 |
|
固有地址方式 | 固有地址方式 | 固有地址方式 | |
| 主轴 | 主轴转速 | min-1 | 4,000[6,000] | 4,000[3,600、6,000、8,000、10,000] | 4,000[6,000、10,000] |
| 主轴锥孔 |
|
7/24锥度No.50 | 7/24锥度No.50 | 7/24锥度No.50 | |
| 主轴轴承内径 | mm | ø100[ø85※5、ø130※6、ø100※7] | ø100[ø85※12] | ø100[ø85※24] | |
| 电机 | 主轴用电机 | kW |
45/37(30分/连续) [37(连续)]※5 |
30/22(30分/连续)※8 [45/37(30分/连续)※13、22(连续)※5、 26/22(30分/连续)※14] |
26/22(30分/连续)※8 [26/22(30分/连续)※24、 30/22(30分/连续)※25] |
| 进给轴用电机 | kW | X:14.0、Y:9.4、Z:5.2×2 |
X:9.4(14※15)、Y:7.3、Z:4.6×2 (X:9.4(14※16)、Y:9.4、Z:4.6×2)※17 |
X:9.4(14※26)、Y:7.3、Z:5.2×2] | |
| 横梁升降用电机 | kW | W:4.6(5.2※18)×2 | W:4.6(5.2※18)×2 | W:4.6×2 | |
| 所需动力源 | 电源 | kVA | 60※8 | 60※8 | 60※8 |
| 气压源 | L/min(ANR) | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | |
| 机床尺寸 | 机床高度 | mm | 6,730、6,980 | 6,250~6,850 | 5,820~6,300 |
| 占地面积(仅限主机) | mm | 7,810×10,730~8,835×27,930 | 6,950×8,200~8,700×27,400 | 6,180×8,430~7,780×27,930 | |
| 机床重量(仅限主机) | kg | 48,000~116,000 | 36,000~120,900 | 32,000~101,000 | |
| 控制装置 |
|
OSP-P300MA | OSP-P300MA | OSP-P300MA | |
[ ]:内为特殊规格
MCR-H/MCR-AF/MCV-AⅡ|
|
|
|
MCR-H | MCR-AF | MCV-AⅡ |
|---|---|---|---|---|---|
| 移动量 | X轴移动量(工作台前后) | mm | 4,200、5,200 | 2,600 | 2,000~5,200 |
| Y軸移动量(主轴头左右) | mm | 3,200、3,700 | 1,500、2,000 | 1,600、2,000 | |
| Z軸移动量(滑枕上下) | mm | 800[1,000] | 800 | 450(套管轴上下) | |
| W轴移动量(横梁升降) | mm | 1,000 | - | 1,000、1,150 | |
| 有效门宽 | mm | 2,550、3,050 | 2,600 | 1,650、2,050 | |
|
工作台表面至 主轴端的距离 |
mm | 1,550 |
1,100 [1,000※29] |
1,360~1,510 [1,380~1,530]※36 |
|
| 工作台 | 工作台作业面的大小 | mm | 2,000×4,000、2,500×5,000 | 2,000×1,500、2,000×2,000 | 1,200×1,800~1,500×5,000 |
| 工作台的承载重量 | kg | 22,000、33,000 | 10,000 | 6,000~16,000 | |
|
工作台上面的形状 [T槽宽度×根数(间隔)] |
mm |
24H7×11、13 (中央部位200) |
20H7×9、11 (中央部位200) |
20H7×9、11 (中央部位140) |
|
| 距机床下面的高度 | mm | 920 | 850 | 700~750 | |
| 进给速度 | 快速进给速度 | m/min | X・Y:30、Z:15 | X・Y:20、Z:10 | X・Y:20、Z:10 |
| 切削进给速度 | mm/min | X・Y:1~30,000、Z:1~15,000 | 1~10,000 | 1~10,000 | |
| W轴进给速度(横梁升降) | mm/min | 5,000 | - | 420/500(50/60Hz)※37 | |
| 自动刀具更换装置 | 刀柄型式 |
|
MAS BT50 | MAS BT50[MAS BT50※29、MAS BT40※30、HSK-A63※31※32] | MAS BT50 |
| 拉钉型式 |
|
MAS 2 | MAS 2※33 | MAS 2 | |
| 刀具容纳把数 | 把 |
50 [80、100、120、180] |
24 [32※30※31※32、48※30※31※32、50※34、72※34、100※34] |
24 [50、72、100] |
|
| 刀具直径 | mm |
有邻接刀具:ø135 无邻接刀具:ø230 |
有邻接刀具:ø125※34[ø135※35、ø90※30※31※32] 无邻接刀具:ø230※34[ø125※30※31※32] |
有邻接刀具:ø128 无邻接刀具:ø230 |
|
| 刀具长度 | mm | 400 | 400 | 400 | |
| 刀具重量 | kg | 25 | 25※34[8※30※31※32] | 20 | |
| 刀具选择方式 |
|
固有地址方式 |
固有地址方式※34 [随机存储※30※31※32] |
固有地址方式 | |
| 主轴 | 主轴转速 | min-1 | 8,000 | 8,000[12,000、15,000、20,000、25,000] | 4,000[6,000、10,000] |
| 主轴锥孔 |
|
7/24锥度No.50 |
7/24锥度No.50 [7/24锥度No.50※29、7/24锥度No.40※30、HSK-A63※31※32] |
7/24锥度No.50 | |
| 主轴轴承内径 | mm | ø85 |
ø85[ø100※29、ø70※30※31、 ø60※32] |
ø100[ø85※24] | |
| 电机 | 主轴用电机 | kW | 26/22(30分/连续) |
26/22(30分/连续)※8 [37/26(10分/连续)※29、26/18.5(10分/连续)※30、 30/22(10分/连续)※31、15/11(30分/连续)※32] |
22/18.5(30分/连续) [22/15(30分/连续)※5、22(连续)※42] |
| 进给轴用电机 | kW | X:12※27※28(18※27※43)、Y:6※27、Z:4.6×2 | X・Y:5.2、Z:3.6×2 | X:3.5(4.2※38、4.6※39)Y:4.2、Z:4.2 | |
| 横梁升降用电机 | kW | W:5.2×2 | - | 3.7(AC)[3.6※40] | |
| 所需动力源 | 电源 | kVA | 80※8 | 55※8 | 40※8 45※8 |
| 气压源 | L/min(ANR) | 950(0.5MPa以上)※8 | 700(0.5MPa以上)※8 | 500(0.5MPa以上)※8 | |
| 机床尺寸 | 机床高度 | mm | 6,450 | 4,670[4,450※29] | 4,375~4,585※41 |
| 占地面积(仅限主机) | mm | 7,825×10,730、8,425×12,830 | 5,560×4,200、5,560×5,230 | 4,935×6,000~5,335×12,920 | |
| 机床重量(仅限主机) | kg | 64,000、75,000 | 24,500、26,000 | 19,500~30,500 | |
| 控制装置 |
|
OSP-P300MA | OSP-P300MA | OSP-P300MA | |
[ ]内为特殊规格 ※1:[ ]内表示立头长度为250mm的情况 ※2: 在Y轴行程两端附近减速 ※3:( )内为30×50型、30×65型、35×50型、35×65型的情况 ※4:( )内为30×80型、30×100型、35×80型、35×100型、35×120型的情况 ※5: 6,000min-1规格的情况 ※6: 高输出规格,4,000min-1规格的情况 ※7: 高输出规格,6,000min-1规格的情况 ※8: 标准规格的情况 ※9: 横梁升降形规格的情况 ※10: 35型的情况、在Y轴行程两端附近减速 ※11: 32把ATC的情况下,通过25型以上能够限制ATC的范围。 ※12: 6,000min-1、8,000min-1、10,000min-1规格的情况 ※13: 3,600min-1规格的情况 ※14: 8,000min-1、10,000min-1规格的情况 ※15: 30×120型的情况 ※16: 35×120型的情况 ※17:( )内为35型的情况 ※18: 35型的情况 ※20:( )内为30×50型、30×65型的情况 ※21:( )内为30×80型、30×100型的情况 ※22:( )内为35×50型、35×65型的情况 ※23:( )内为35×80型、35×100型、35×120型的情况 ※24: 6,000min-1、10,000min-1规格的情况 ※25: 10,000min-1 铝加工规格的情况 ※26: 25×50型、25×65型、25×80型、30型、35型的情况 ※27: 直线电机 ※28: 25×40型的情况 ※29: 12,000min-1规格的情况 ※30: 15,000min-1规格的情况 ※31: 20,000min-1规格的情况 ※32: 25,000min-1规格的情况 ※33: HSK规格中无拉钉 ※34: 8,000min-1、12,000min-1规格的情况 ※35: 8,000min-1规格或者 12,000min-1规格下刀具收纳把手为50把规格的情况 ※36: [ ]内为10,000min-1规格的情况 ※37: 横梁自动定位规格时为16型400min-1,20型340min-1 ※38: 20×40型的情况 ※39: 20×50型的情况 ※40: 横梁自动定位规格时 ※41: 标准悬吊(固定),无贯穿主轴规格的情况 ※42: 10,000min-1规格的情况 ※43: 30×50型的情况
日本大隈立式加工中心 MILLAC 852V Ⅱ日本大隈立式加工中心 MILLAC 1052V Ⅱ日本大隈卧式加工中心MB-10000H大隈卧式加工中心MB-4000H大隈OKUMA卧式加工中心MB-8000H大隈立式加工中心 MILLAC 44V Ⅱ立式加工中心MILLAC 561V Ⅱ立式加工中心GENOS M460-VE-e高精密部件、模具加工用立式加工中心 MP-46V大隈龙门式加工中心 数控龙门加工中心 高端龙门加工中心 龙门加工中心 








- 公司类型其他有限责任公司
- 经营模式贸易公司-其他有限责任公司
- 联系人陈飞经理
- 联系手机13651897189
- 联系固话021-60962674
- 公司地址上海市闵行区
-
 五轴联动马扎克车床HCR-5000马扎克南京维修销售 ¥3121.00
五轴联动马扎克车床HCR-5000马扎克南京维修销售 ¥3121.00 -
五轴联动马扎克车床HCR-5000马扎克合肥维修销售 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克安徽维修销售3 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克安徽维修销售2 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克安徽维修销售1 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克安徽维修销售 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克江苏维修销售2 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克动力刀座维修 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克江苏维修销售 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克株式会社2 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克株式会社1 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克株式会社 ¥3121.00
-
五轴联动马扎克车床HCR-5000马扎克安徽区域销售维修9 ¥3121.00
-
 亚崴龙门亚威龙门机床LP\SP\LG\HVM\MVP\VP\AF\A+\NV\NVP\NSP ¥6800.00
亚崴龙门亚威龙门机床LP\SP\LG\HVM\MVP\VP\AF\A+\NV\NVP\NSP ¥6800.00 -
日本大隈龙门加工中心、大隈卧式加工中心、大隈车铣复合、大隈机床、大隈五轴机床、 ¥688.00



