






 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言



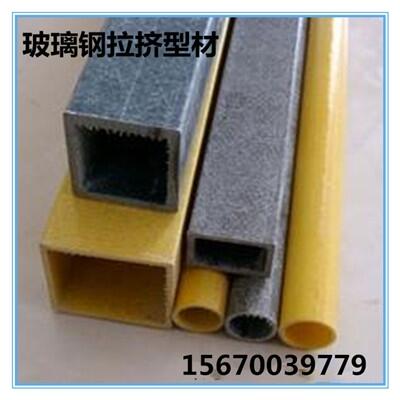
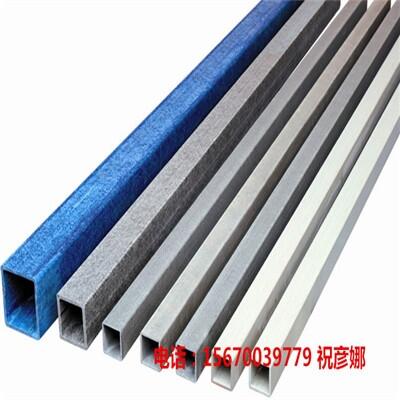
玻璃钢功能特点
玻璃钢制品是良好的耐腐材料,首先用树脂(酚醛塑料、环氧树脂及聚酯树脂)让它们凝为一体,制成的材料,其抗拉强度可与钢材相媲美—因此得名叫玻璃钢。大家看到这里应该明白一点了,因为该产品的硬度很高。
玻璃钢制品的拉伸强度却接近,甚至超过碳素钢,而比强度可以与高级合金钢相比。因此在航空、火箭、宇宙飞行器、高压容器以及在其他需要减轻自重的制品应用中,都具有卓越成效。FRP是良好的耐腐材料,对大气、水和一般浓度的酸、碱、盐以及多种油类和溶剂都有较好的抵抗能力。但是它的缺点也很明显,就是他的耐长时间耐高温方面比较差,一般FRP不能在高温下长期使用,通用聚酯FRP在50℃以上强度就明显下降,一般只在100℃以下使用,通用型环氧FRP在60℃以上,强度有明显下降。
防腐特点
玻璃钢制品以其超强的抗腐蚀能力成为很多行业的传输介质,但是它又是凭借什么才实现它的独有特性。纤维缠绕玻璃钢制品结构上分内衬层、结构层及外保护层三部分。其中,内衬层树脂含量高,一般在70%以上,其内表面富树脂层树脂含量高达95%左右。通过对内衬所用树脂的选择,可使玻璃钢制品在输送液体时具有不同的耐腐蚀性能,从而满足不同的工作需要;对需外防腐的场合,只需对外保护层树脂进行认真选择,便也可达到不同外防腐的使用目的。
玻璃钢制品根据不同的腐蚀环境,可选用不同的防腐树脂,主要包括:间苯型不饱和聚酯树脂、乙烯基树脂、双酚A树脂、环氧树脂及呋喃树脂等,根据具体情况分别选用:对酸性环境,选用双酚A树脂、呋喃树脂等;对碱性环境,选用乙烯基树脂、环氧树脂或呋喃树脂等;对溶剂型使用环境,选用呋喃等树脂;当酸、盐、溶剂等腐蚀不是十分严重时,则可选用价格较为低廉的间苯型树脂。通过对内衬层不同树脂的选择,便可使玻璃钢制品广泛用于酸、碱、盐、溶剂等工作环境中,表现出良好的耐腐蚀性能


品生产工艺:
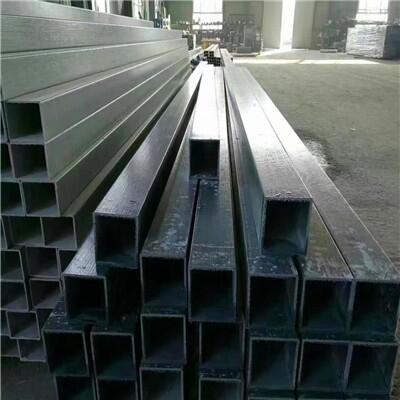
1、拉挤工艺
玻璃钢梁是由拉挤成型过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从纱架引出后,经过导纱装置进入树脂槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拉出,最后由切断机定长切断。
2、工艺控制
拉挤成型工艺控制的参数主要包括成型温度、固化时间、牵引张力及牵引速度等。
(1)成型温度
在拉挤成型过程中,材料在穿越模具时发生的变化是最关键的。
玻璃纤维浸胶后通过加热的金属模具,一般将连续拉挤过程分为预热区、胶凝区和固化区。在模具上使用加热板来加热。树脂在加热过程中,温度逐渐升高,粘度降低。通过预热区后,树脂体系开始胶凝、固化,在固化区内产品受热继续固化,以保证出模时有足够的固化度。大于树脂的放热峰值,温度上限为树脂的降解温度。温度、胶凝时间、拉速应当匹配。预热区温度可以较低,胶凝区与固化区温度相似。温度分布应使产品固化放热峰出现在模具中部靠前,胶凝固化分离点应控制在模具中部。温度梯度不宜过大。
(2)拉挤速度的确定
拉挤模具的长度一般为0?.6-1?.2m。在一定的温度条件下,树脂体系的胶凝时间对工艺参数速度的确定是非常重要的。一般的说,选择拉挤速度要充分考虑使产品在模具中部胶凝固化,也即脱离点在中部并尽量靠前。如果拉挤速度过快、制品固化不良或者不能固化,直接影响到产品质量;如果拉挤速度过慢,型材在模中停留时间过长,制品固化过度,产品轻度会降低。拉挤工艺在启动时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为500一1300mm/min。
(3)牵引力
牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间的界面上的剪切应力来确定。在模具中剪切力是随拉速的变化而变化的。
模具入口处的剪切应力与模具壁附近树脂的粘滞阻力相一致。通过升温,在模具预热区内,树脂粘度随温度升高而降低,剪切力也开始下降。初始峰值的变化由树脂粘性流体的性质决定。另外,填料含量和模具入口温度也对初始剪切力影响很大。
由于树脂固化反应,它的粘度增加而产生第2个剪切应力峰。该值对应于树脂与模具壁面的脱离点,并与拉速关系很大,当牵引速度增加时,这个点的剪切力大大减小。
?最后,第3区域也即模具出口处,出现连续的剪切应力,这是由于在固化区中与模具壁摩擦引起的,这个摩擦力较小。牵引力在工艺控制中很重要。成型中若想使制品表面光洁,要求产品在脱离点的剪切应力较小,并且尽早脱离模具。牵引力的变化反应了产品在模具中的反应状态,它与许多因素,如:纤维含量、制品的几何形状与尺寸、脱模剂、温度、拉速等有关系。
(4)各拉挤工艺变量的相关性
热参数、拉速、牵引力三个工艺参数中,热参数是由树脂系统的特性来确定的,是拉挤工艺中应当解决的首要因素。拉挤速度确定的原则是在给定的模内温度下的胶凝时间,保证制品在模具中部胶凝、固化。牵引力的制约因素较多,如:它与模具温度关系很大,并受到拉挤速度的控制。拉速的增加直接影响到剪切应力的第二个峰值,即脱离点处的剪切应力;脱模剂的影响也是不容忽视的因素。

- 公司类型私营合伙企业
- 经营模式生产加工-私营合伙企业
- 联系人祝彦娜
- 联系手机15670039779
- 联系固话0372-6271113
- 公司地址河南安阳滑县八里营
-
 C100风电专用灌浆料 ¥3400.00
C100风电专用灌浆料 ¥3400.00 -
 安徽合肥灌浆料C40C50C60C80高强灌浆料 ¥700.00
安徽合肥灌浆料C40C50C60C80高强灌浆料 ¥700.00 -
 C130风电专用灌浆料 ¥3700.00
C130风电专用灌浆料 ¥3700.00 -
C120风电专用灌浆料 ¥3600.00
-
 湄潭哪里有支座砂浆厂家 ¥2800.00
湄潭哪里有支座砂浆厂家 ¥2800.00 -
凤冈哪里有支座砂浆厂家 ¥2800.00
-
务川哪里有支座砂浆厂家 ¥2800.00
-
道真哪里有支座砂浆厂家 ¥2800.00
-
习水哪里有支座砂浆厂家 ¥2800.00
-
正安哪里有支座砂浆厂家 ¥2800.00
-
绥阳哪里有支座砂浆厂家 ¥2800.00
-
桐梓哪里有支座砂浆厂家 ¥2800.00
-
仁怀哪里有支座砂浆厂家 ¥2800.00
-
赤水哪里有支座砂浆厂家 ¥2800.00
-
遵义哪里有支座砂浆厂家 ¥2800.00



