 首页
首页
0/100

堆焊双金属耐磨管
来自:河北通仁管道制造有限公司
69人民币
发布时间:2021-3-1
关注次数:143
产品参数
商品详情
产品概述
双金属堆焊管主要是靠堆焊技术制造成的,堆焊管制造设备机械部分设计合理,电气采用键面输入数据,可实现与其他设备和焊机的自由联机;行走速度根据需要可以随时调整,焊道可实现自动排列,可连续堆焊,送丝采用自动送丝,焊枪的摆动速度和宽度可自行设定;在焊接过程中焊枪的高度采用独立自动跟踪系统,提高整体工作效率。
产品用途
冶金、电力行业输送煤粉、灰渣、泥浆、石灰石膏浆液等每年需要消耗大量的金属管道。
矿山:矿山充填、精矿粉和尾矿运送对管道的磨损严重,以往采用的矿粉输送管道如攀枝花、大冶矿等使用寿命不到一年,改为该管可使寿命提高5倍左右。
煤炭:选煤及长距离管道输煤普遍采用湿法输送,要求输送管既又耐蚀,采用该管可作为长寿输送管,经济效益可观。
制作工艺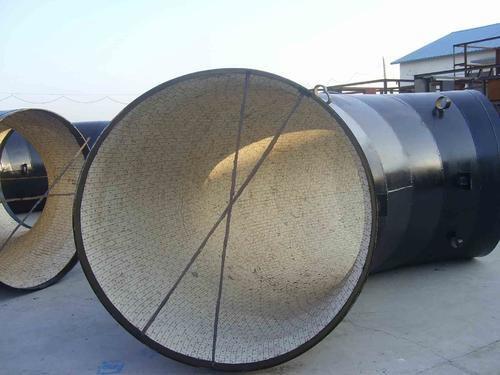
哈德瑞生产的双金属堆焊管经过一系列加工改造,其产品,质量非常好,堆焊中常碰到的问题是开裂,防止开裂的方法主要是焊前预热、焊后缓冷。堆焊效果。
如堆焊层的硬度、及耐热性能等与焊接电流、电弧长短等操作的关,电流大、电弧长,则合金元素易烧损,电流小电弧短,则对合金元素过渡有利。有些堆焊金属可以用不同的热处理方法不同的硬度。堆焊金属的硬度和化学成分,一般是指堆焊三层以上的堆焊金属而言。
1、前言
在现代化大规模的工业生产中,磨损导致机械部件的失效问题是非常严重的,特别是随着化工、能源、交通等行业的发展,在现代化工、水泥、冶炼领域中,磨损导致的失效问题更加严重。随着表面工程技术的发展,大面积复合板堆焊技术推广和使用,美国、加拿大、澳大利亚、英国等已将这一技术广泛应用于工业生产中,而我国是近几年才开始大范围应用,中材淄博重型机械有限公司与北京焊博焊接材料有限公司共同研制的明弧焊堆焊板,是在普通Q235钢板上采用新型明弧堆焊药芯焊丝堆焊制成的新型复合钢板。
2、复合钢板的优点
2.1高
层的化学成分中碳含量达3%~5%,铬含量高达20%~40%,其金相组织中碳化物的体积分数达到50%以上,宏观硬度为HRC55~65,碳化物的显微硬度为HV1400一1800,高于沙石中石英的显微硬度HV800~1200。
复合钢板的能为热处理钢的5~6倍、不锈钢的5倍、高锰钢的5~6倍,Q345(16Mn)的11倍(常温磨粒磨损实验数据)。在堆焊板时,采用工艺方法控制碳化物的生长方向,使碳化物的生长方向与磨料流动方向相垂直,即使与同成分和硬度的铸造合金相比较,能也提高1.3倍以上,其远远高于喷焊和热喷涂等方法制备的层,适应含尘浓度不大于3kg/m³、气流速度不大于25m/s等工况条件下的粉尘磨粒磨损。
2.2良好的抗冲击性
复合钢板的基板为低碳钢或低合金钢等韧性材料,体现了双金属的优越性。层抵抗磨损介质的磨损,基板承受介质的载荷,因此具有良好的抗冲击性,可以承受物料输送系统中高落差料斗等工况条件下的冲击和磨损。
2.3方便的加工性能
复合钢板可以切割、调平、制孔、弯曲和卷曲,制成平板、弧板、锥板、圆筒等形状。切割好的复合板可以通过拼焊的方式制成各种形式的工程结构件或零部件。复合板还可用模具热压成复杂形状。复合钢板可以用螺栓或焊接等方法固定在设备上,方便更换维修。
2.4
复合钢板虽然制造成本较高,但能延长部件的使用寿命,因而维修费用和停机损失大为降低,高的设备利用率就意味着高的生产效率和企业经济效益,其性价比较之普通材料高约2~4倍。对于随着物料处理量越大,磨损越严重,对运转率影响越大的设备,使用与之相适应的复合钢板,其产生的经济效益越明显。
3、基材及焊丝的选择
3.1基材的选择
复合板的基材要求有较好的韧性和可焊性,且价格适中。根据市场调研和分析,相对其他结构钢材料,Q23s钢含碳量适中,综合性能较好,强度、塑性和可焊性都相对较佳,所以采用Q23s碳素结构钢作为复合板的基材。
由于这四种Q23s钢的屈服强度和抗拉强度一样,化学成分略有差别,考虑到成本问题,我们选用Q23sA做为复合板的基材。
3.2焊丝的选择
通过反复试验,我们选用北京焊博焊接材料有限公司研制的药芯焊丝D9s明弧堆焊焊丝,该焊丝熔敷金属的化学成分,其熔敷金属是Cr-Fe-C型高铬合金材料,22%~27%的铬含量和3.0%~5.0%的碳含量,可以在堆焊层中形成体积分数超过50%的Cr7C3碳化物。
在合金组织中碳化物是组成物中硬和的相(碳化物的显微硬度为HV1300一1800),该堆焊层组织中存在大量的碳化物相,使得在磨损过程中磨粒的压人及摩擦受到强烈阻碍。同时,共晶组织同碳化物有适宜的强度结合,可使碳化物不易脱落,相当于在强度的基体上嵌人高硬度颗粒,尤其是在施焊过程中我们采用工艺,使碳化物的生长方向垂直于板面,因此整个堆焊层具有优良的抗磨粒磨损性能。
展开
 询盘信息
询盘信息
必填*
-
姓名:

-
联系手机:
-
需求量:
选填
-
固话电话:
-
联系邮箱:
-
所在单位:
所咨询的内容:

我想了解:《堆焊双金属耐磨管》的详细信息.请商家尽快与我联系。
完成
咨询内容
完成
完成



