




 家家通
家家通 进入店铺
进入店铺 店铺留言
店铺留言




图文介绍
产品参数
供应商信息
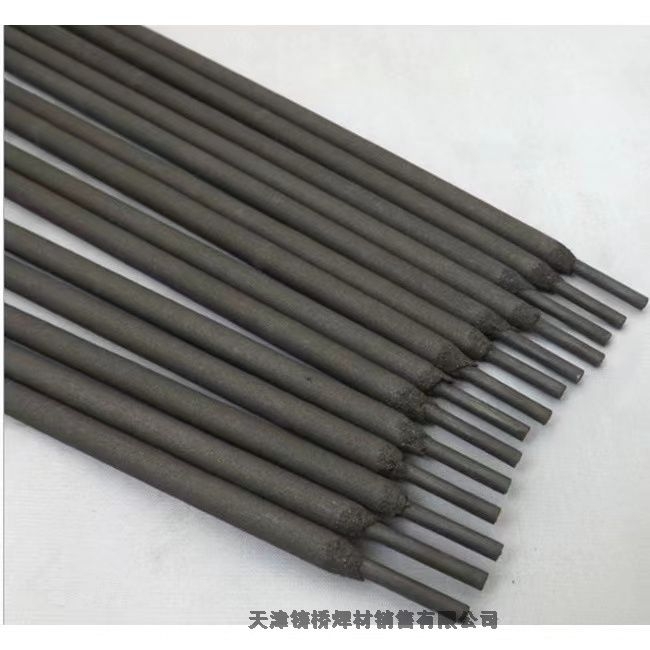
斯米克Z408铸铁焊条
本公司经营上海斯米克Z408铸铁焊条,质量保证,欢迎咨询洽谈。铸408焊条符合:GB EZNiFe-1相当:AWS ENiFe-C1 JIS DFCNiFe说明:Z408是镍铁合金焊芯,强还原性石墨型药皮的铸铁焊条,具有强度高,塑性好,线膨胀系数低等 特点。抗裂性对灰口铸铁与Z308差不多,但对球墨铸铁则比Z308强,对含磷较高(0.2%P)的铸铁,也有良好的效果,切削加工性能比Z308和Z508稍差。用于常温或稍经预热 (至200℃左右)灰口铸铁及球墨铸铁的焊接。交直流两用,电弧稳定,操作方便。
铸408焊条用途:适用于重要高强度灰口铸铁及球墨铸铁件的焊补,如汽缸、发动机座、齿轮等。
熔敷金属成分:(%)
|
C |
Si |
Mn |
S |
Fe |
Ni |
其它元素总量 |
|
≤2.00 |
≤2.50 |
≤1.80 |
≤0.03 |
余量 |
45~60 |
≤1.00 |
参考电流:
|
焊条直径(mm) |
3.2 |
4.0 |
5.0 |
|
焊接电流(A) |
90~110 |
120~150 |
160~190 |
注意事项:
焊前应将焊条150℃左右烘焙1小时。
厂家直销产品描述:铸铁焊条由于铸铁的含碳量高,组织不均匀,塑性低,所以属于可焊性不良的材料。在焊接过程中易产生白口,裂纹和气孔等缺陷,因此铸铁焊补对焊工技术熟练程度要求也较高,铸铁焊补大抵可分预热焊和冷态焊两种。
为了保证焊接效果,建议采用下列焊接措施,供不同材质铸件和缺陷焊补时参考和选用。
EZC型灰口铸铁焊条
EZC 型钢芯强石墨化型药皮铸铁焊条,可交、直流两用。钢芯铸铁焊条药皮中加入适量石墨化元素,焊缝在缓慢冷却时可变成灰口铸铁,冷却速度快,就会产生白口而不易加工。冷却速度对切削加工性和焊缝组织影响很大,因为,操作工艺与一般冷焊焊条不同,该焊条要求连续施焊,焊后保温,以使焊缝缓冷。 灰口铸铁焊逢和组织、性能、颜色,基本与母材相近,但由于塑性差,不能松驰焊接应力,搞热应力裂纹性能较差。小型薄壁件刚度较小部位的缺陷,可以不预热焊,而一般则应预热至400左右再焊,焊后缓冷,这样可以防止裂纹和白口。
EZNi型纯镍铸铁焊条
EZNi型是纯镍芯强石墨化型药皮铸铁焊条,交直流两用,可进行全位置焊接。施焊时,焊件可不预热是铸铁冷焊焊条中抗裂性、切削加工性、操作工艺及力学性能等综合性能较好的一种焊条,广泛使用于铸铁薄件及加工面的补焊。
EZNiFe型纯镍铸铁焊条
EZNiFe型是纯镍芯强石墨化型药皮的铸铁焊条,交直流两用,可进行全位置焊接。施焊时,焊件可不预热,具有强度高、塑性好、搞裂性优良,并与母材熔合好等特点。可用于重要灰口铸铁及球墨铸铁的补焊。
EZNiCu型镍铜铸铁焊条 EZNiCu型是镍铜合金焊芯强石墨化药皮的铸铁焊条,交直流两用,可进行全位置焊接。工艺性能和切削加工性能接近及型焊条,但由于收缩率较大,焊缝金属抗拉强度较低,不宜用于刚度大的铸件补焊。可在常温或低温预热至300左右焊接。用于强度要求不高,塑性要求好的灰口铸件的补焊。
品牌斯米克
型号Z408
牌号Z408
类型铸铁焊条
材质铸铁
药皮成分不定型
酸碱性碱性焊条
性能超低氢焊条
加工定制是
焊条直径3.24.0mm
焊芯直径3.24.0mm
长度400mm
工作温度300
适用范围用于重要高强度灰口铸铁及球墨铸铁件的焊补,如汽缸,
产地上海
重量1
直径3.24.0mm
天津铸桥焊材销售有限公司
- 公司类型私营有限责任公司
- 经营模式生产加工-私营有限责任公司
- 联系人李工
- 联系手机13072226552
- 联系固话-
- 公司地址天津市河北区庆安街32号
主营业务
药芯焊丝耐磨堆焊焊条铸铁焊条银焊条不锈钢焊条药芯焊
天津铸桥焊材销售有限公司依托科技求发展,遵纪守法,诚信经营,创于2013年是一家生产销售单位,我公司注册资本为50万,事业在蓬勃发展,蒸蒸日上。研制的焊接材料,广泛用于砖瓦行业、粉碎行业、矿业、冶金、建材、水利、钢厂、电厂、石油、农机配件等设备易磨损部位的维修与维护, 如粉碎机锤头、搅拌机、搅刀、搅笼、对滚、开采钻头、旋耕犁刀片等。该产品可以使易磨损件延长使用寿命,节省更换新件时间,降低维修材料投资成本,减少停工抢修次数,以达到保障生产正常运行的效果。 过去、现在、将来;不断创新是我们力升人的奋斗目标,回报社会和客户满意是我们永胜人永远的追求. 我厂主要生产:焊接材料,焊接设备,焊机配件,焊丝,等 还有美国万能焊材代理销售并于蒂森焊材,日本神钢焊材,美国泰克罗伊焊材,美国赫伯特焊材,奥地利伯乐焊材,美国林肯焊材,瑞典伊萨。等公司中国特约供应商,与本公司建立了长期固定的合作关系,并引进世界超级先进领先维修用焊接材料美国万能焊材(MAGNA),如MAGNA303焊条,MAGNA777焊条,MAGNA8N12焊条,MAGNA51焊条,MAGNA770焊条等此焊条广泛应用于电力,化工,航天,汽车制造行业,为企业提供了快捷牢靠的维修焊材,使企业真正的节省部件更换时间欢迎新老客户来电来函咨询!
主要生产:耐磨堆焊焊条、铸铁焊条、银焊条、钴基焊条、铜焊条、不锈钢焊条、镍基焊条、耐热钢焊条、耐酸钢焊条、考登钢焊条、合金焊条,等焊条产品加工。
焊丝有,不锈钢焊丝、银焊丝、铜焊丝、耐磨焊丝、镍基焊丝、钴基焊丝、银焊片、耐热钢焊丝、氩弧焊丝、气保焊丝、埋弧焊丝、合金焊丝,等焊丝产品加工。
同类产品
-
 大西洋铸铁焊条CHC408 镍铁合金焊芯 高强度灰口铸件及球墨铸件的补焊 ¥105.00
大西洋铸铁焊条CHC408 镍铁合金焊芯 高强度灰口铸件及球墨铸件的补焊 ¥105.00 -
 大西洋铸铁焊条CHC508 EZNiCu-1 ENiCu-B 灰口铸件的焊补 ¥135.00
大西洋铸铁焊条CHC508 EZNiCu-1 ENiCu-B 灰口铸件的焊补 ¥135.00 -
 大西洋 CHC308 Z308铸铁焊条 铸308 用于铸铁薄件及加工面的补焊 ¥155.00
大西洋 CHC308 Z308铸铁焊条 铸308 用于铸铁薄件及加工面的补焊 ¥155.00 -
 美国进口WE777特种铸铁焊条MG777万能焊条生铁焊条MG600高强度 ¥1.00
美国进口WE777特种铸铁焊条MG777万能焊条生铁焊条MG600高强度 ¥1.00 -
 飞机牌铸Z308 Z408 Z508纯镍铸铁可加工电焊条生铁焊条 ¥1.00
飞机牌铸Z308 Z408 Z508纯镍铸铁可加工电焊条生铁焊条 ¥1.00 -
 CMC-E46N铸铁焊条 火焰淬火铸铁也可直接堆焊 ¥129.00
CMC-E46N铸铁焊条 火焰淬火铸铁也可直接堆焊 ¥129.00 -
斯米克Z408铸铁焊条Z508铸铁焊条 EZNiCu-1 ¥1.00
-
斯米克Z308铸铁焊条上海铸308铸铁芯 ¥122.00
-
 斯米克D667高铬铸铁1号焊条 S105高铬铸铁5号焊丝 S101高铬铸铁1号焊丝 ¥28.00
斯米克D667高铬铸铁1号焊条 S105高铬铸铁5号焊丝 S101高铬铸铁1号焊丝 ¥28.00 -
 斯米克Z508镍铜铸铁焊条 Z408镍铁铸铁焊条 Z308 EZNiCu-1铸铁焊条 ¥115.00
斯米克Z508镍铜铸铁焊条 Z408镍铁铸铁焊条 Z308 EZNiCu-1铸铁焊条 ¥115.00 -
斯米克Z408镍铁铸铁焊条 EZNiFe-1铸铁焊条 Z308 Z508镍铜铸铁焊条 ¥115.00
-
斯米克Z308纯镍铸铁焊条 EZNi铸铁焊条 Z408 Z508镍铜铸铁焊条 ¥115.00
-
 飞机牌铸Z308 Z408 Z508纯镍铸铁可加工电焊条生铁焊条 ¥1.00
飞机牌铸Z308 Z408 Z508纯镍铸铁可加工电焊条生铁焊条 ¥1.00 -
大西洋CHC408镍铁铸铁焊条ENiFe-Cl/Z408铸铁焊条 ¥1.00
-
生铁焊条铸铁球磨灰口Z308铸铁纯镍电焊条不锈钢焊接 ¥1.00



