

 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言一. 供货范围 - 主机及标准附件
A. 主机
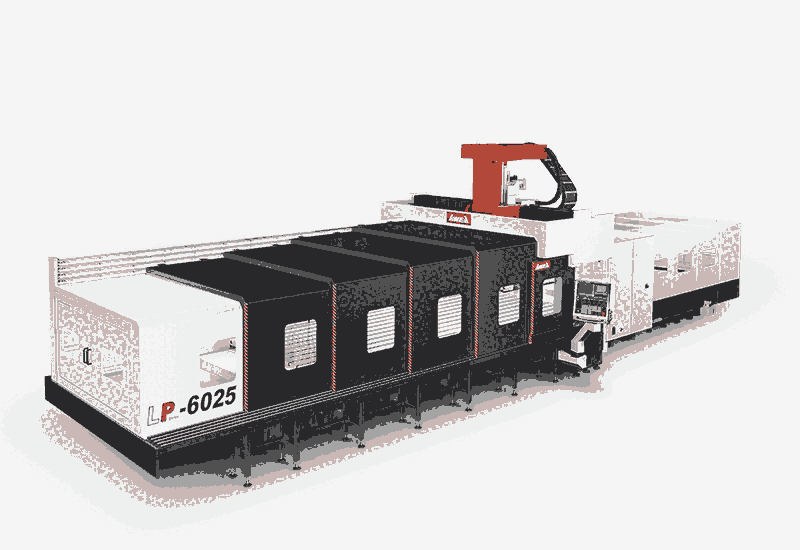
本报价书所提供是亚崴最新型一体式结构的 LP 系列龙门型加工中心机,凭着着大马力,高刚性结构,结合高质量,自动化等周边配备与完整的系列规格尺寸,提供你高效能,高生产力的加工对策,广为全球知名汽车工业、精密模具工业、能源工业等加工大厂所采用。
B. 标准附件
1. 主轴及齿轮箱温控系统。
2. 主轴两檔6000 rpm 无段变速齿轮箱。
3. 双油压缸配重系统。
4. 32刀刀库(刀链式,不含刀具) 。
5. 刀臂式自动换刀系统。
6. 三轴进给防撞安全机构。
7. 三轴外接译码器半闭回路回馈系统。
8. 中央集中自动润滑系统。
9. 润滑油独立回收系统。
10. 油压系统.刚性攻牙。
11. 气压系统(不含气压源和外管)。
12. 脚踏自动松刀开关(操作侧及刀库侧)。
13. 四片式防溅护罩。
14. 可移式手动脉波产生器。
15. 切削液系统(含泵及储存箱)。
16. 清洁水枪。
17. 双螺旋式卷屑器。
18. 链式铁屑输送机和收集桶。
19. 基础螺栓及水平调整螺丝。
20. 水平调整用工具一套。
21. 密闭式电气箱及热交换器。
22. 操作箱含计算机键盘架子。
23. 移动式手摇线轮。
24. 脚踏式主轴松刀开关。
25. 工作灯。
26. 程序结束及警示灯。
27. RS-232 接口,RJ45接口。
28. 技术数据一套。
二. 主机规格
A. 基本参数
|
说明/机器型号 |
单位 |
LP-6025 |
|
X 轴行程(工作台左、右移动) |
mm |
6,000 |
|
Y 轴行程(主轴头前、后移动) |
mm |
2,500 |
|
Z 轴行程(主轴头上、下移动) |
mm |
760 |
|
双柱间距离 |
mm |
2,700 |
|
主轴鼻端至工作台面距离 |
mm |
200-960 |
|
工作台尺寸( X方向)* ( Y方向) |
mm |
6,020 * 2,400 |
|
工作台载重量 |
kg |
20,000 |
|
主轴马达(连续/30分钟) |
kw |
22/26 |
|
主轴转速 |
rpm |
6,000齿轮式主轴) |
|
主轴内孔规格 |
|
BT50 |
|
快速进给速率 X 轴 Y 轴 Z 轴 |
mm/min mm/min mm/min |
10000 15000 15000 |
|
切削进给速率 |
mm/min |
1-5,000 |
|
刀库容量 |
刀位 |
32 |
|
刀具直径/邻刀空 |
mm |
127 / 215 |
|
刀具长度 |
mm |
350 |
|
刀具重量 |
kg |
20 |
|
定位精度(JIS B 6338 标准型) (VDI 3441 标准型) |
mm mm |
±0.015/全长 P≤0.050/全长 |
|
重现精度(JIS B 6338 标准型) (VDI 3441 标准型) |
mm mm |
±0.003 P≤0.035 |
|
需求电力 |
KVA |
220±10% |
|
气压需求 |
kg/c㎡ |
5~8 |
|
油压箱容量(油压泵) |
Liter(hp) |
120(10) |
|
润滑邮箱容量 |
liter |
6 |
|
切削液容量(切削液泵) |
Liter(hp) |
750(1.5) |
|
机器净重 |
kg |
50,000 |
B. 控制器标准功能 (FANUC 0i-MF)
|
编号 |
名称 |
详细内容 |
|
|
|
控制轴 |
||
|
1. |
最多总控制轴数(进给轴数与主轴数之和) /控制1个路径 |
|
|
|
2. |
最多进给轴数 |
||
|
3. |
最多主轴数 |
||
|
4. |
机械组数 |
1组 |
|
|
5. |
控制路径数 |
1路径 |
|
|
6. |
同时控制轴数(各路径) |
最多4轴 |
|
|
7. |
PMC轴控制 |
无CS轴 |
|
|
8. |
轴名称 |
三个基本轴 X, Y, Z附加轴从 U, V, W, A, B, C中任选。 |
|
|
9. |
扩展轴名称 |
最多3个字符 |
|
|
10. |
间接軸地址指令 |
包含于用户宏程序中 |
|
|
11. |
扩展主轴名称 |
最多3个字符,包含于多主轴中 |
|
|
12. |
扭矩控制 |
|
|
|
13. |
最小设定单位 |
IS-A, IS-B |
|
|
14. |
最小设定单位C |
0.0001 mm、 0.0001 deg、 0.00001 inch |
|
|
15. |
柔性进给齿轮 |
任意DMR |
|
|
16. |
HRV3控制 |
*13 |
|
|
17. |
HRV2控制 |
在不能使用HRV3控制时应用 *13 |
|
|
18. |
英制/公制转换 |
|
|
|
19. |
互锁 |
所有轴/各轴/轴方向/段启动/切削段启动 |
|
|
20. |
机械锁住 |
所有轴/各轴 |
|
|
21. |
紧急停止 |
|
|
|
22. |
超程 |
|
|
|
23. |
存储行程检测1 |
|
|
|
24. |
行程限位外部设定 |
|
|
|
25. |
存储行程检测2、 3 |
|
|
|
26. |
移动前行程限位检测 |
|
|
|
27. |
镜像 |
各轴 |
|
|
28. |
位置跟踪 |
|
|
|
29. |
伺服关断/机械手轮进给 |
|
|
|
30. |
异常负载检测 |
|
|
|
31. |
位置开关 |
|
|
|
32. |
自动运行(存储器) |
|
|
|
33. |
MDI运行 |
|
|
|
34. |
DNC运行 |
|
|
|
35. |
利用存储卡进行DNC运行 |
需要CF卡和专用适配器 *15 |
|
|
36. |
调度功能 |
|
|
|
37. |
程序号检索 |
|
|
|
38. |
顺序号检索 |
|
|
|
39. |
顺序号比较与停止 |
|
|
|
40. |
程序再启动 |
|
|
|
41. |
预防误操作 |
|
|
|
42. |
刚性攻丝回退 |
|
|
|
43. |
缓冲寄存器 |
|
|
|
44. |
空运行 |
|
|
|
45. |
单程序段 |
|
|
|
46. |
JOG(点动)进铪 |
|
|
|
47. |
手动返回参考点 |
|
|
|
48. |
无挡块参考点设定 |
|
|
|
49. |
机械撞块式参考点设定 |
|
|
|
50. |
参考点返回速度设定 |
|
|
|
51. |
参考点偏移 |
|
|
|
52. |
手轮进给 |
最多3台 |
|
|
53. |
手轮进铪倍率 |
×1、×10、×m、×n、 m:0~2000、n:0~2000 |
|
|
54. |
手轮进给中断 |
|
|
|
55. |
增量进给 |
×1、×10、×100、×1000、×10000 |
|
|
56. |
JOG(点动)与手轮进给同模式 |
|
|
|
57. |
纳米插补 |
|
|
|
58. |
定位 |
G00(也可进行直线插补型定位) |
|
|
59. |
单向定位 |
G60 |
|
|
60. |
准确停止方式 |
G61 |
|
|
61. |
攻丝方式 |
G63 |
|
|
62. |
切削方式 |
G64 |
|
|
63. |
准确停止 |
G09 |
|
|
64. |
直线插补 |
|
|
|
65. |
圆弧插补 |
|
|
|
66. |
暂停 |
秒或旋转方式 |
|
|
67. |
螺旋插补 |
圆弧插补+最多2轴直线插补 |
|
|
68. |
跳过 |
G31 |
|
|
69. |
高速跳过 |
输入点数为4位 |
|
|
70. |
扭矩极限跳过 |
|
|
|
71. |
返回参考点 |
G28 |
|
|
72. |
返回参考点检测 |
G27 |
|
|
73. |
返回第2参考点 |
|
|
|
74. |
返回第3、第4参考点 |
|
|
|
75. |
快速进给速度(最小设定单位B) |
999.999m/min(1μm) |
|
|
76. |
快速进给速度(最小设定单位C) |
9.9999m/min(0.1μm) |
|
|
77. |
快速进给倍率 |
F0、25、50、100%或0~100%(每隔1%) |
|
|
78. |
每分钟进给 |
|
|
|
79. |
每转进给 |
|
|
|
80. |
无位置编码器的每转进给 |
|
|
|
81. |
无位置编码器的周速恒定控制 |
|
|
|
82. |
切线速度固定控制 |
|
|
|
83. |
切削进铪速度的钳制 |
|
|
|
84. |
自动加/减速 |
快速进给:直线型、切削进给:指数型、直线型 |
|
|
85. |
快速进给铃型加/减速 |
|
|
|
86. |
切削进给插补后直线加/减速 |
|
|
|
87. |
切削进给插补后铃型加/减速 |
|
|
|
88. |
智能重叠 |
|
|
|
89. |
切削进给插补前直线加/减速 |
包含于AI轮廓控制Ⅰ或Ⅱ (T系列) |
|
|
90. |
进给速度倍率 |
0~254% |
|
|
91. |
JOG倍率 |
0~655.34% |
|
|
92. |
倍率取消 |
|
|
|
93. |
外部减速 |
|
|
|
94. |
自动拐角减速 |
包含于AI轮廓控制Ⅰ或Ⅱ (T系列) |
|
|
95. |
基于圆弧插补加速度的速度控制 |
包含于AI轮廓控制Ⅰ或Ⅱ (T系列) |
|
|
96. |
AI先行控制 |
|
|
|
97. |
AI轮廓控制Ⅰ |
预读段数40 |
|
|
98. |
预读插补前铃型加减速 |
包含于AI轮廓控制Ⅰ或Ⅱ (T系列) |
|
|
99. |
刚性攻丝铃型加/减速 |
|
|
|
100. |
快速进给的程序段重叠 |
|
|
|
101. |
纸带代码 |
自动识别EIA/ISO |
|
|
102. |
标记跳过 |
|
|
|
103. |
奇偶检验 |
水平和垂直奇偶校验 |
|
|
104. |
控制输入/输出 |
|
|
|
105. |
指令值 |
±9位数(R、I、J、K是±12位数) |
|
|
106. |
程序文件名 |
32个字符 |
|
|
107. |
顺序号 |
N8位数 |
|
|
108. |
绝对/增量指令 |
在同一程序段内可混用 |
|
|
109. |
小数点输入/.计算器小数点输入 |
|
|
|
110. |
10倍输入单位 |
|
|
|
111. |
直径/半径 |
|
|
|
112. |
平面选择 |
G17、G18、G19 |
|
|
113. |
旋转轴 |
|
|
|
114. |
旋转轴的翻转 |
|
|
|
115. |
极坐标指令 |
|
|
|
116. |
坐标系设定 |
|
|
|
117. |
自动坐标系设定 |
|
|
|
118. |
工件坐标系 |
G52~G59 |
|
|
119. |
工件坐标系预置 |
|
|
|
120. |
追加工件坐标系的数量 |
48组 |
|
|
121. |
工件原点偏置测量值直接输入 |
|
|
|
122. |
手动绝对值ON/OFF |
|
|
|
123. |
任意角度倒角/拐角R |
|
|
|
124. |
可编程数据输入 |
G10 |
|
|
125. |
可编程参数输入 |
|
|
|
126. |
子程序指令调用 |
10层 |
|
|
127. |
用户宏程序 |
|
|
|
128. |
追加用户宏程序公共变量 |
#100~#199、#500~#999 |
|
|
129. |
钻孔用固定环 |
|
|
|
130. |
圆弧半径R |
R,I,J,K 12位数 |
|
|
131. |
自动拐角倍率 |
|
|
|
132. |
比例缩放 |
|
|
|
133. |
坐标系旋转 |
|
|
|
134. |
可编程镜像 |
|
|
|
135. |
基于G代码的预读屏蔽 |
|
|
|
136. |
图形对话输入 |
|
|
|
137. |
辅助功能 |
M8位数 |
|
|
138. |
辅助功能锁定 |
|
|
|
139. |
高速M/S/T/B接口 |
|
|
|
140. |
多个辅助功能指令 |
5个 |
|
|
141. |
主轴功能 |
S5位数、二进制输出 |
|
|
142. |
主轴串行输出 |
S5位数、串行输出 |
|
|
143. |
主轴模拟输出 |
S5位数、模拟输出、仅限1台主轴*6 |
|
|
144. |
周速恒定控制 |
|
|
|
145. |
主轴倍率 |
0-254% |
|
|
146. |
主轴定位 |
所有轴 |
|
|
147. |
主轴输出切换 |
所有轴 |
|
|
148. |
刚性攻丝 |
|
|
|
149. |
FSSB高速刚性攻丝 |
不能用于模拟主轴 |
|
|
150. |
刀具功能 |
T8位数 |
|
|
151. |
刀具补偿个数(整个系统的补偿数量,可以将所需数量分配给每个路径 |
400个 |
|
|
152. |
刀具偏置存储器C |
形状、磨损分别存储,长度补偿、半径补偿分别存储 |
|
|
153. |
刀具长度补偿 |
|
|
|
154. |
刀具位置偏置 |
|
|
|
155. |
刀具直径、刀尖半径补偿 |
|
|
|
156. |
刀具长度测量 |
|
|
|
157. |
刀具长度自动测量 |
|
|
|
158. |
刀具寿命管理 |
|
|
|
159. |
刀具寿命管理扩展 |
|
|
|
160. |
反向间隙补偿 |
|
|
|
161. |
快速进给/切削进给反向间隙补偿 |
|
|
|
162. |
平滑反向间隙补偿 |
|
|
|
163. |
智能反向间隙补偿 |
|
|
|
164. |
程序存储容量(所有路径共计)*2 |
512kbyte *4 |
|
|
165. |
登录程序个数 |
400个 |
|
|
166. |
程序编辑 |
|
|
|
167. |
扩展程序编辑 |
|
|
|
168. |
程序保护 |
|
|
|
169. |
口令功能 |
|
|
|
170. |
录返 |
|
|
|
171. |
后台编辑 |
|
|
|
172. |
存储卡程序编辑/运行 |
可记录63个,利用存储卡进行编辑时需要存储卡程序编辑 *15 工具(A08B-9010-J700#ZZ11) |
|
|
173. |
|||
|
174. |
|||
|
175. |
高速程序管理 |
|
|
|
176. |
状态显示 |
|
|
|
177. |
时钟功能 |
|
|
|
178. |
显示当前位置 |
|
|
|
179. |
显示程序注释显示 |
程序名31个字符 |
|
|
180. |
显示参数设置 |
|
|
|
181. |
参数校验和功能 |
|
|
|
182. |
显示报警信息 |
|
|
|
183. |
显示报警履历 |
|
|
|
184. |
显示操作信息履历 |
|
|
|
185. |
显示操作履历 |
|
|
|
186. |
显示工作时间/零件数 |
|
|
|
187. |
显示时间速度 |
|
|
|
188. |
显示实际主轴旋转数/T代码 |
|
|
|
189. |
显示软盘目录 |
|
|
|
190. |
操作监控器画面 |
|
|
|
191. |
伺服调整画面 |
|
|
|
192. |
主轴调整画面 |
|
|
|
193. |
显示伺服波形 |
|
|
|
194. |
维修信息画面 |
|
|
|
195. |
故障诊断 |
|
|
|
196. |
软式操作面板 |
|
|
|
197. |
软式操作面板通用开关 |
|
|
|
198. |
软式操作面板通用开关扩展 |
|
|
|
199. |
各国语言显示 |
英语 |
|
|
200. |
西班牙语 |
||
|
201. |
汉语(繁体字) |
||
|
202. |
汉语(简体字) |
||
|
203. |
葡萄牙语 |
||
|
204. |
俄语 |
||
|
205. |
土耳其语 |
||
|
206. |
印地语(仅限8.4"显示器) |
||
|
207. |
越南语 |
||
|
208. |
印度尼西亚语 |
||
|
209. |
动态切换语言显示 |
|
|
|
210. |
数据保护键 |
4种 |
|
|
211. |
画面 |
手动或自动 *15 |
|
|
212. |
参数设定支援画面 |
|
|
|
213. |
帮助功能 |
|
|
|
214. |
自诊断功能 |
|
|
|
215. |
定期维修画面 |
|
|
|
216. |
硬件/软件系统配置画面 |
|
|
|
217. |
伺服信息画面 |
|
|
|
218. |
主轴信息画面 |
|
|
|
219. |
图形显示 |
|
|
|
220. |
CNC画面显示 |
需要CNC应用程序开发套件( A08B-9010-J555#ZZ12) |
|
|
221. |
耗电量监视 |
|
|
|
222. |
阅读机/穿孔机接口 |
ch.1 |
|
|
223. |
外部刀具补偿 |
|
|
|
224. |
外部设备原点偏移 |
|
|
|
225. |
外部信息 |
|
|
|
226. |
外部数据输入 |
包括外部信息、外部刀具补偿、外部机床偏移 |
|
|
227. |
外部键输入 |
|
|
|
228. |
外部工件号检索 |
9999 |
|
|
229. |
外部程序号检索 |
1-9999 |
|
|
230. |
存储卡输入/输出 |
|
|
|
231. |
USB存储盘输入/输出 |
|
|
|
232. |
画面硬拷贝 |
*15 |
|
|
233. |
Power Mate CNC管理器 |
|
|
|
234. |
I/O设备外部控制 |
|
|
|
235. |
自动数据备份 |
|
|
|
236. |
嵌入式以太网 |
|
|
|
237. |
嵌入式以太网扩展功能 |
包含于嵌入式以太网 |
|





- 公司类型外商独资
- 经营模式生产加工-外商独资
- 联系人陈飞
- 联系手机15000599980
- 联系固话021-60962674
- 公司地址上海市青浦区崧泽大道7801号
-
 龙门移动式数控铣床XK-40X160老板亲售 ¥900000.00
龙门移动式数控铣床XK-40X160老板亲售 ¥900000.00 -
 台湾乔威进龙门加工中心XMS-52 ¥1.00
台湾乔威进龙门加工中心XMS-52 ¥1.00 -
 台湾乔威进龙门加工中心BM-8237 ¥1.00
台湾乔威进龙门加工中心BM-8237 ¥1.00 -
 台湾乔威进龙门加工中心SM-1613 ¥1.00
台湾乔威进龙门加工中心SM-1613 ¥1.00 -
 台湾乔威进龙门加工中心SF-3116 ¥1.00
台湾乔威进龙门加工中心SF-3116 ¥1.00 -
 台湾乔威进龙门加工中心NF-8230 ¥1.00
台湾乔威进龙门加工中心NF-8230 ¥1.00 -
 台湾乔威进龙门加工中心HF-6235 ¥1.00
台湾乔威进龙门加工中心HF-6235 ¥1.00 -
 台湾乔威进龙门加工中心VB-3020 ¥1.00
台湾乔威进龙门加工中心VB-3020 ¥1.00 -
 台湾乔威进龙门加工中心MF-4026 ¥1.00
台湾乔威进龙门加工中心MF-4026 ¥1.00 -
 台湾乔威进龙门加工中心MHN-10242 ¥1.00
台湾乔威进龙门加工中心MHN-10242 ¥1.00 -
 台湾乔威进龙门加工中心MB-4020 ¥1.00
台湾乔威进龙门加工中心MB-4020 ¥1.00 -
 台湾新虎将龙门加工中心GT-1612V ¥1.00
台湾新虎将龙门加工中心GT-1612V ¥1.00 -
 台湾乔威进龙门加工中心MN-3230 ¥1.00
台湾乔威进龙门加工中心MN-3230 ¥1.00 -
 台湾乔威进龙门加工中心MS-2116 ¥1.00
台湾乔威进龙门加工中心MS-2116 ¥1.00 -
 2020年第三届进博会西班牙尼古拉斯克雷亚龙门铣床 ¥9999.00
2020年第三届进博会西班牙尼古拉斯克雷亚龙门铣床 ¥9999.00



