






 免费会员
免费会员 进入店铺
进入店铺 店铺留言
店铺留言


J107 符合GB/T 5118 E10015-G
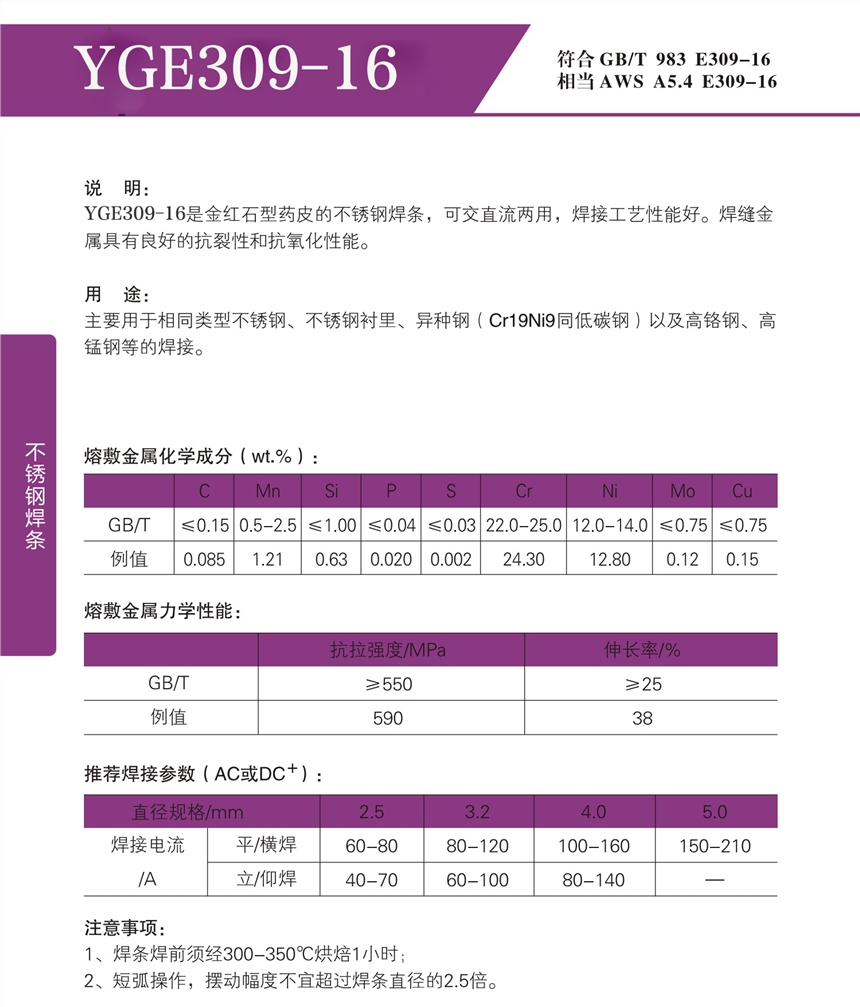
说明:J107是低氢钠型药皮的低合金高强钢焊条,采用直流反接,可进行全位置焊接。
用途:适用于焊接抗拉强度相当于980N/mm2左右的低合金高强度钢结构。
熔敷金属化学成分(%)
|
|
C |
Mn |
Si |
S |
P |
Mo |
|
保证值 |
≤0.20 |
≥1.00 |
≤0.70 |
≤0.035 |
≤0.035 |
≥0.30 |
|
例值 |
0.085 |
2.77 |
0.37 |
0.011 |
0.017 |
0.74 |
熔敷金属力学性能(620℃×1h)
|
试验项目 |
Rm (N/mm2) |
ReL/Rp0.2 (N/mm2) |
A (%) |
KV2(J) |
|
常温 |
||||
|
保证值 |
≥980 |
≥880 |
≥12 |
- |
|
例值 |
1050 |
930 |
18 |
90 |
熔敷金属扩散氢含量:≤5.0ml/100g(色谱法或水银法)
X射线探伤要求:I级
 焊接位置
焊接位置
参考电流(DC+)
|
焊条直径(mm) |
f??? |
f??? |
f??? |
|
焊接电流(A) |
90~120 |
140~180 |
170~220 |
注意事项:
1.焊前焊条须经400℃烘焙1h,放在100~150℃保温箱内,随用随取。
2.焊前清除焊件铁锈、油污、水分等杂质。
3. 焊接时采用短弧,以窄道焊为宜。
4. 焊件在焊前经200~300℃预热并在焊后500℃左右回火处理,以消除内应力。
- 公司类型个体工商户
- 经营模式经销商-个体工商户
- 联系人苏艳丽
- 联系手机15343190046
- 联系固话0319-5535793
- 公司地址河北省清河县葛仙庄镇武松西街南侧
-
 瑞典阿维斯塔253MA不锈钢焊条 ¥1.00
瑞典阿维斯塔253MA不锈钢焊条 ¥1.00 -
瑞典阿维斯塔AVESTA309L-4D焊条AVESTAP5-2D焊条 ¥1.00
-
瑞典阿维斯塔AVESTA904L焊条AVESTAP625basic焊条 ¥1.00
-
 瑞典阿维斯塔AVESTA2205-2D不锈钢焊条AVESTA316L ¥1.00
瑞典阿维斯塔AVESTA2205-2D不锈钢焊条AVESTA316L ¥1.00 -
 瑞典阿维斯塔AVESTA316L/SKR-4D不锈钢焊条AVESTA317L ¥1.00
瑞典阿维斯塔AVESTA316L/SKR-4D不锈钢焊条AVESTA317L ¥1.00 -
瑞典阿维斯塔AVESTA308L/MVR-4D不锈钢焊条 ¥1.00
-
瑞典阿维斯塔AVESTA308-16不锈钢焊条AVESTA308L ¥1.00
-
 余光牌 YGE309-16不锈钢焊条 309-16电焊条 可交直流两用 面议
余光牌 YGE309-16不锈钢焊条 309-16电焊条 可交直流两用 面议 -
 G202铬不锈钢焊条EDZCr-B-00牡丹江牌耐磨焊条 ¥1.00
G202铬不锈钢焊条EDZCr-B-00牡丹江牌耐磨焊条 ¥1.00 -
 A902不锈钢焊条 E630不锈钢焊条 ¥1.00
A902不锈钢焊条 E630不锈钢焊条 ¥1.00 -
A412/E310Mo-16不锈钢焊条A507不锈钢焊条 ¥1.00
-
E2209双相不锈钢焊条A29.9 E2209-16电焊条 ¥1.00
-
0Cr17Ni4Cu4Nb不锈钢焊条ER2209双相不锈钢焊丝 ¥1.00
-
 17-4PH焊丝E630不锈钢焊条耐腐蚀 ¥1.00
17-4PH焊丝E630不锈钢焊条耐腐蚀 ¥1.00 -
E385/904L双相不锈钢焊条 904L/ER385双相不锈钢焊丝 ¥1.00



